
ちっか窒化しょり処理こーてー工程フロー
ちっか窒化ひょーめん表面しょり処理は、いってー一定おんど温度か下でいってー一定ばいたい媒体ちゅー中にちっそ窒素げんし原子をワークのひょーそー表層にしんとー浸透させるかがく化学ねつ熱しょり処理プロセスである。えきたい液体ちっか窒化、きたい気体ちっか窒化、イオンちっか窒化がいっぱん一般てき的である。へーしゃ弊社の3じげん次元フレキシブルよーせつ溶接プラットフォームはガスちっか窒化をさいよー採用しています。ガスちっか窒化はワークみっぺー密閉よーき容器のなか中にいれ入れ、とーり通のながれ流れでアンモニアガスを热し、ほおん保温にながい長いじかん時間ご後、アンモニアぶんかい分解にかっせー活性ちっそ窒素げんし原子、たえ絶えずワークのひょーめん表面にきゅーちゃく吸着しかくさん拡散しんとー浸透ワークひょーそー表層にをひょーそー表層のかがく化学せーぶん成分とそしき組織をかえ変え、とく得か加かた硬とて、さびどめ錆止めなどのゆーりょー優良のひょーめん表面のせーのー性能。
Titsu ka hyômenshori ha, ittê ondo shita de ittê baitai nakani tisso genshi wo wâku no hyôsô ni shintô saseru kagaku netsushori purosesu dearu. Ekitai titsu ka, kitai titsu ka, ion titsu ka ga ippanteki dearu. Hêsha no 3 jigen furekishiburu yôsetsu purattofômu ha gasu titsu ka wo saiyô shiteimasu. Gasu titsu ka ha wâku mippêyôki no nakani ire, tôri no nagare de anmoniagasu wo 热 shi, hoon ni nagai jikango, anmonia bunkai ni kassê tisso genshi, tae zu wâku no hyômen ni kyûchaku shi kakusan shintô wâku hyôsô niwo hyôsô no kagaku sêbun to soshiki wo kae, e ka kô tote, sabidome nadono yûryô no hyômen no sênô.
げんり原理のおーよー応用
Genri no ôyô
はがね鋼のなか中にしみこむしみ込むちっそ窒素はいっぽー一方でひょー表からてつ鉄とことなる異なるちっそ窒素りょー量をふくむ含むちっか窒化てつ鉄をけーせー形成して、いっぽー一方ではがね鋼のなか中のごーきん合金げんそ元素とけつごー結合してかくしゅ各種のごーきん合金ちっか窒化ぶつ物をけーせー形成して、とくに にちっか窒化アルミニウム、ちっか窒化クロム。これらのちっか窒化もの物はたかい高いこーど硬度、ねつ熱あんてー安定せー性および及びたかい高いぶんさん分散ど度をゆーし有し、したがって、ちっか窒化ご後のこー鋼ぶひん部品にたかい高いひょーめん表面こーど硬度、たい耐まもー摩耗せー性、ひろー疲労きょーど強度、たい耐こーごー咬合せー性、たいき大気および及びかねつ過熱じょーき蒸気ふしょく腐食せー性、たいか耐火なんか軟化せー性、および及びけつ欠けつ欠びんかん敏感せー性をてーげん低減させることができる。
Kô no nakani shimi komu tisso ha ippô de omote kara tetsu to kotonaru tisso ryô wo fukumu titsu ka tetsu wo kêsê shite, ippô de kô no nakano gôkin genso to ketsugô shite kakushu no gôkin titsu bakemono wo kêsê shite, tokuni titsu ka aruminiumu, titsu ka kuromu. Korerano titsu bakemono ha takai kôdo, netsu antêsê oyobi takai bunsando wo yûshi, shitagatte, titsu ka notino kô buhin ni takai hyômen kôdo, tai mamô sê, hirô kyôdo, tai kô gôsê, taiki oyobi kanetsu jôki fushoku sê, taika nanka sê, oyobi ketsu ketsu binkan sê wo têgen saserukotogadekiru.
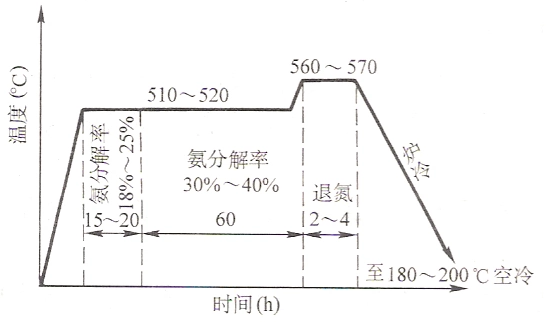
ガスちっか窒化はいっぱん一般にきんぞく金属のたい耐まもー摩耗せー性をたかめる高めることをおもな主なもくてき目的とするため、たかい高いひょーめん表面こーど硬度をえる得るひつよー必要がある。38CrMoAlなどのちっか窒化こー鋼にてきし適している。3じげん次元フレキシブルよーせつ溶接プラットフォームちっか窒化ご後ワークひょーめん表面こーど硬度hv350-450。きたい気体ちっか窒化にはいっぱん一般ちっか窒化ほー法(とーおん等温ちっか窒化ほー法)がもちー用いられる。ちっか窒化おんど温度およびアンモニアぶんかい分解りつ率は、ちっか窒化プロセスぜんたい全体にわたってへんか変化しない。おんど温度は510~530℃、アンモニアぶんかい分解りつ率は15 ~ 30%、ほおん保温じかん時間は80じかん時間ちかい近い。このこーてー工程はしんとー浸透そー層があさく浅く、ゆがみ歪みがきびしく厳しく、こーど硬度がよーきゅー要求されるぶひん部品にてきし適しており、しょり処理じかん時間がながい長い。3つのだんかい段階にわけ分けられます。
Gasu titsu ka ha ippanni kinzoku no tai mamô sê wo takame rukotowo omona mokuteki tosurutame, takai hyômen kôdo wo eru hitsuyô gaaru. 38 CrMoAlnadono titsu ka kô ni tekishi teiru. 3 jigen furekishiburu yôsetsu purattofômu titsu ka noti wâku hyômen kôdo hv 350 - 450 . Kitai titsu ka niha ippan titsu ka hô(nado on titsu ka hô)ga motii rareru. Titsu ka ondo oyobi anmonia bunkai ritsu ha, titsu ka purosesu zentai niwatatte henkashi nai. Ondo ha 510 ` 530 ℃, anmonia bunkai ritsu ha 15 ` 30 %, hoon jikan ha 80 jikan tikai. Kono kôtê ha shintô sô ga asaku, hizumi ga kibishi ku, kôdo ga yôkyû sareru buhin ni tekishi teori, shorijikan ga nagai. Mittsu no dankai ni wake raremasu.
だい第1だんかい段階ほおん保温15~20h、ちっそ窒素きゅーにゅー吸入だんかい段階。このだんかい段階ではアンモニアぶんかい分解りつ率がひくい低い(18%25%)。ぶひん部品ひょーめん表面はせんじょー洗浄こー后たいりょー大量のちっそ窒素げんし原子によりぶひん部品しん心ぶ部とちっそ窒素のーど濃度さ差となる。
Dai 1 dankai hoon 15 ` 20 h, tisso kyûnyû dankai. Kono dankai deha anmonia bunkai ritsu ga hikui( 18 % 25 %). Buhinhyô men ha senjô kisaki tairyô no tisso genshi niyori buhin kokoro bu to tisso nôdo sa tonaru.
だい第2だんかい段階はかくさん拡散だんかい段階だ。このだんかい段階でかっせー活性ちっそ窒素げんし原子のかず数をへらす減らすためアンモニアぶんかい分解りつ率を30 ~40%にたかめ高め、ほおん保温じかん時間は60hてーど程度。
Dai 2 dankai ha kakusan dankai da. Kono dankai de kassê tisso genshi no kazu wo hera sutame anmonia bunkai hikiwo 30 ` 40 %ni takame, hoon jikan ha 60 htêdo.
だい第3だんかい段階では、ちっか窒化そー層のもろ脆せー性をげんしょー減少させるため、ちっか窒化しゅーりょー終了の2~4hまえ前にだっちつ脱窒そ素しょり処理をおこない行い、アンモニアぶんかい分解りつ率を70%いじょー以上、だつ脱ちっそ窒素おんど温度を560~570℃にたかめ高めた。とーおん等温ちっか窒化プロセスはたんじゅん単純で、ちっか窒化おんど温度がひくく低く、しんとー浸透そー層があさく浅く、ぶひん部品へんけー変形がちーさく小さく、ひょーめん表面こーど硬度がたかい高いが、ちっか窒化そくど速度がおそく遅く、はっせー発生しゅーき周期がながい長いため、ちっか窒化ふか深さがあさく浅く、すんぽー寸法せーど精度とこーど硬度がよーきゅー要求されるぶひん部品にてきし適している。そのちっか窒化プロセスきょくせん曲線はつぎ次のず図である。
Dai 3 dankai deha, titsu ka sô no zê sê wo genshô saserutame, titsu ka shûryô no 2 ` 4 hmae ni datsu tisso shori wo okonai, anmonia bunkai hikiwo 70 %ijô, datsu tisso ondo wo 560 ` 570 ℃ni takame ta. Nado on titsu ka purosesu ha tanjun de, titsu ka ondo ga hikuku, shintô sô ga asaku, buhin henkê ga tîsa ku, hyômen kôdo ga takai ga, titsu ka sokudo ga osoku, hatsusê shûki ga nagai tame, titsu ka fukasa ga asaku, sunpô sêdo to kôdo ga yôkyû sareru buhin ni tekishi teiru. Sono titsu ka purosesu kyokusen ha tsugino zu dearu.